 Машины литья под давлением
Машины литья под давлением Формовочное оборудование
Формовочное оборудование Формовочные линии автоматические
Формовочные линии автоматические Линии безопочной формовки
Линии безопочной формовки Литейное производство
Литейное производство Оборудование для коксохимических батарей
Оборудование для коксохимических батарей Тюбинговые крепи
Тюбинговые крепи Модельное производство
Модельное производствоМодель 71108B
МАШИНА ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ ДЛЯ АЛЮМИНИЕВЫХ СПЛАВОВ


МАШИНА ЛПД УСИЛИЕМ 250ТН.
Машина лпд модели 71108В, усилием запирания 250 тн. сконструирована на базе ранее выпускавшейся, серийной машины усилием 250тн.
Машина оснащена механизмом вытяжки верхней колонны. Автоматизированный вывод и ввод четвертой, верхней колонны существенно сокращает межоперационное время для смены пресс-формы.
Гидравлическая система машины выполнена с применением аппаратуры известных производителей DENISON, HYDAC, REXROTH.
Традиционно применяемые ранее телескопические соединения в гидравлике, заменены на более простые и надежные рукава высокого давления.
Машина оснащена современным бесшумным защитным ограждением с электроприводом. Для обеспечения безопасности, зона движения переднего защитного ограждения контролируется двумя, оптическими баръерами.
Машина 71108В оснащена современной системой управления на базе мощного программируемого контроллера SIMATIC S7-400 и панельного промышленного компьютера SIMATIC Panel PC 677.
В систему управления интегрирована система контроля параметров – СКП, построенная с использованием современных, высокоточных измерительных датчиков.
В систему управления интегрирована SCADA – система, обеспечивающая визуализацию процесса, архивирование всех параметров процесса и настройки, функции человеко-машинного интерфейса.

УЗЕЛ ГИДРОНАСОСА.
Применен двухступенчатый, пластинчатый насос DENISON, см. фото выше. Механическое присоединение электродвигателя к насосу выполнено через резиновые, эластичные муфты, что снижает вибрацию и шум при работе.
Всасывающая и напорные магистрали, также выполнены шлангами высокого давления.
Фильтры очистки масла HYDAC обеспечивают эффективную работу гидросистемы.
Электродвигатель насоса питается от преобразователя частоты. Это обеспечивает плавное регулирование оборотами насоса в широком диапазоне, что в свою очередь обеспечивает пропорциональное управление производительностью насоса.
Переменная скорость вращения гидронасоса предоставляет следующие преимущества:
Плавное, без гидро ударов движение механизмов;
Менее интенсивный разогрев рабочей жидкости;
Экономия электроэнергии до 15%.

МЕХАНИЗМ ЗАПИРАНИЯ.
Механизм запирания, (см. фото.), состоит из трех плит: плита звеньев – задняя, плита подвижная и плита неподвижная – передняя, четырех колонн и рычажного механизма.
Движение подвижной плиты контролируется аналоговым датчиком позиции. Точность позиционирования - 1мм.
При закрытии формы переменное вращение гидронасоса обеспечивает плавное и быстрое смыкание пресс-формы.
В процессе закрытия контролируются время закрытия формы.
При наличии помехи закрытию формы срабатывает защитная функция, которая останавливает закрытие и включает открытие.
КОНТРОЛЬ УСИЛИЯ ЗАПИРАНИЯ.
Растяжение колонн контролируется датчиками малых перемещений, установленных на каждой колонне.
Измеренное растяжение пересчитывается в усилие запирания. По усилию в колоннах вычисляется среднеарифметическое усилие на колонну, вычисляется процент отклонения в каждой колонне, вычисляется суммарное усилие для всех колонн.
Все параметры усилия запирания проверяются на мин. и макс. При выходе хотя бы одного параметра за установленные пределы происходит немедленное открытие формы.
СТАБИЛИЗАЦИЯ УСИЛИЯ.
При изготовлении отливок методом литья под давлением происходит неизбежный разогрев пресс-формы, который влечет некоторое увеличение геометрических размеров и, следовательно, увеличение усилия запирания.
Система стабилизации усилия непрерывно следит за текущим значением усилия запирания, и при увеличении, (или при уменьшении) последнего за установленные пределы подстраивает механизмом подналадки уровень усилия до номинального.
НАСТРОЙКА НА ФОРМУ.
При установке на машину другой пресс-формы, приходиться с помощью механизма подналадки формы сначала отводить рычажный механизм назад, увеличивая расстояние между плитами запирания, а затем, после установки новой пресс-формы, подводить вперед, подбирая позицию, на которой развивается номинальное усилие запирания. Зачастую этот процесс трудоемкий и занимает много времени.
Для ускорения настройки усилия запирания на новой пресс-форме система управления позволяет автоматизировать процесс «вывода» механизма подналадки на позицию, соответствующую номинальному усилию для новой пресс-формы.
В «память» системы управления могут быть записаны восемь значений позиции, (с точностью до 10 мкм.), которые соответствуют номинальному усилию для восьми типов пресс-форм.
После «навешивания» на машину новой пресс-формы, например, номер 2, на пульте настройки кнопкой «Форма 2» запускается привод подналадки, который выводит рычажный механизм запирания на заданную позицию.

МЕХАНИЗМ ПРЕССОВАНИЯ.
Механизм прессования, (см. фото) обеспечивает впрыск в полость пресс-формы дозы расплавленного металла.
Для обеспечения необходимого давления и скорости прессования используются два гидравлических аккумулятора, которые заряжаются перед операцией прессования.
В момент включения прессования пресс-поршень медленно, 1-я фаза прессования, двигается от давления насоса, распределитель Y23.
Контроль позиции движущегося пресс-поршня выполняется аналоговым датчиком В51. При достижении заданной точки – точка включения 2-й фазы прессования, включается распределитель Y24 и аккумулятор Ак.1 разряжается через регулятор скорости в цилиндр прессования. Скорость прессования резко возрастает.
Электромеханический регулятор скорости прессования дроссельного типа обеспечивает установку скорости прессования на 2-й фазе в диапазоне 0,5 – 6 м/сек.
При дальнейшем движении пресс-поршня, в заданной точке – 3 фаза, включается распределитель Y25 и давление мультипликации, высвобождаясь из аккумулятора Ак.2 приводит в движение мультипликатор.
Поршень мультипликатора, перемещаясь в цилиндр прессования резко поднимает в нём давление. Происходит фаза подпрессовки.
Давление подпрессовки регулируется первоначально установленным давлением газа в верхней полости Ак.2 и редукционным клапаном в магистрали разряда Ак.2 в цилиндр прессования.
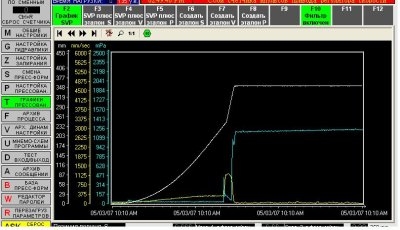
Система контроля параметров машины регистрирует
быстротекущие параметры прессования в виде графиков.
Графики от наиболее качественной отливки можно сохранить как Эталон и при дальнейшей работе накладывать на текущий график для визуального сравнения.
СТАБИЛИЗАЦИЯ СКОРОСТИ ПРЕССОВАНИЯ.
Для получения высокого качества отливок важно, чтобы установленная скорость прессования не менялась в процессе работы машины.
В системе управления предусмотрена функция стабилизации скорости прессования, которая удерживает скорость прессования в заданных пределах. Диапазон стабилизации скорости 0,5 – 5,5 м/сек.
Одновременно, функция стабилизации выполняет автоматическую перенастройку машины на другую скорость прессования. Если в систему контроля параметров ввести новое значение скорости, тогда регулятор скорости автоматически настроит клапан на заданную скорость, и в дальнейшем будет удерживать её в заданных пределах.

ВЫТЯЖКА КОЛОННЫ.
Для ускорения смены пресс-формы предусмотрена автоматическая вытяжка четвертой, верхней колонны на длину, примерно, 1400 мм, (см. фото .)
Процедура вытяжки колонны выполняется последовательным движением вперед/назад плиты подвижной механизма запирания.
Включение разрешения вытяжки выполняется запираемым на ключ переключателем, на дополнительном пульте управления.
Начало вытяжки включается кнопкой Пуск, и колонна автоматически вытягивается за 2 – 3 хода формы. Количество ходов зависит от толщины пресс-формы.
Аналогичным образом выполняется ввод колонны.
На плите неподвижной и плите звеньев установлены гидравлические фиксаторы, удерживающие колонну в введенном положении.

ПАСПОРТИЗАЦИЯ ОТЛИВКИ.
При работе машины, во встроенном промышленном компьютере архивируются, для каждой отливки, 40 различных параметров настройки машины и процессных параметров, снятых с различных датчиков.
Четырнадцать главных параметров составляют паспорт отливки.
В число главных параметров включены порядковый номер отливки, время изготовления, идентификационный номер детали, или номер пресс-формы, имя оператора, наименование предприятия-производителя отливки, (см. фото выше)

На фото выше приведены все 40 параметров настройки машины и процесса изготовления для каждой отливки.
Система архивирования накапливает параметры для 32000 отливок.
Паспорт отливки или таблицу со всеми параметрами можно распечатать, подключив принтер непосредственно к промышленному компьютеру.
Весь архив параметров можно экспортировать на внешнюю флэш-память и далее работать с таблицей на другом компьютере. Формат внешнего файла - ‘csv’ позволяет открывать и редактировать экспортированный архив в Exсel – приложении.